


最新发布









最新编辑
联系我们
- 联系人 : 吴英云
- 手机 : 153-8317-7997
- 联系人 : 刘阳
- 手机 : 136-3337-5200
- 邮箱 : 1398442049@qq.com
- 网址 : http://www.czwfgg6.com
- 地址 : 盐山县城南开发区
新闻动态
热力pert二代保温管电熔焊接接口连接步骤:
01、将焊机各部件的电源接通。使用220V、50Hz的交流电,电压变化在±10%以内,电源应有接地线;备好记号笔、平板刮刀、平板尺及固定夹具等辅助工具。
02、备好待焊 PE—RTII管材及管件,注意不要过早打开电熔管件的封装。
03、三个安装:将pe—rt II管插入待焊管件至做好标记处安装好;安装固定夹具,将待焊组合件用夹具进行固定;打开管件电极护套,把电熔焊机的输出电极安装至管件电极上。
04、按照操作程序操作电焊机至输入焊接参数位置,用手动方式。
05、启动电熔焊机开始焊接过程,机器自动检测环境温度并调整焊接参数,焊接过程完成后机器自动终止焊接并冷却计时,冷却完成后方可拆除电极及固定夹具,进行下一格待焊口焊接。
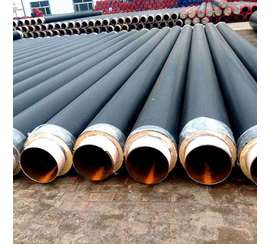
.jpg "PERT-II型预制直埋保温管")
PE-RT II型保温管(PERT II型管道),内管为PERT II型管,有三种工艺连接方法:
a. 热熔承插 ;
b. 热熔对接 ;
c. 电熔焊接工艺。
热熔承插焊接工艺,此工艺在热熔承插PE-RT管时,应注意3个要点:
1.热熔机温度控制在230-250℃。
2.pert中央空调专用保温管、管件承插时在模头里停留时间要短,速度要快,管材与管件再拔出时那一瞬间应迅速将管材管件进行承插。
3.正常操作流程是将机器调至230-250℃,同时准备好要热熔的PE-RT II型管材管件,待热熔机器温度达到设定温度时,左手拿管右手拿管件均衡相对用力进行承插直至左右手同时感觉到管材管件已到达承插深度时迅速将管材管件拔出模头,瞬间快速将管材插入管件保持一定时间至温度冷却后,方可松手。
pert2代聚氨酯保温管道性能特点:
1)卫生性能
生活热水输送用管材的卫生性能应符合GB/T17219的规定。
A、外观:保温复合管外观应清洁,可视面不应有影响其性能的构槽、裂纹、凹陷、杂质、颜色不均等缺陷。
B、管端垂直度:保温复合塑料管管端的外护管宜与聚氨酯泡沫塑料保温层齐平,且应与工作管的轴线垂直,角度误差应小平2.5°。
C、挤压变形及划痕:保温层受挤压变形时,径向变形量不应大于设计保温层厚度的15%。外护管划痕深度不应大于外护管壁厚的10%,且应不大于1mm。
D、管端预留段长度及偏差:
工作管两端留出的无保温预留段长度应满足保温复合塑料管连接的要求,两端预留长度之差应不大于20mm。
E、管端泡沫脱层:保温层应与工作管及外护管紧密粘接,管段泡沫脱层径向尺寸应不大于2mm,沿轴向的深度不应超过70mm,环向累计长度不应大于圆周长的1/3。
上一篇: PERT聚氨酯保温直埋管结构构成
下一篇: PE-RT II型供热热力管道发展趋势
相关新闻
- 聚氨酯发泡保温螺旋钢管型号简介 10-30
- 国标大口径聚氨酯保温钢管生产厂家 10-30
- 直埋聚氨酯保温钢管的特点有哪些 10-27
- 直埋保温管道_供暖聚氨酯地埋式保温钢管_国标聚氨酯保温钢管厂家 10-27
- 供热用聚氨酯保温钢管 10-24
- 供热聚氨酯保温钢管 10-24
- 国标聚氨酯保温钢管出厂价的影响因素和趋势分析 10-21
- 预制直埋聚氨酯保温钢管施工注意事项 10-21
- 地埋聚氨酯保温钢管施工方案 10-18
- 直埋聚氨酯保温钢管主要用在哪些领域? 10-18