


最新发布









最新编辑
联系我们
- 联系人 : 吴英云
- 手机 : 153-8317-7997
- 联系人 : 刘阳
- 手机 : 136-3337-5200
- 邮箱 : 1398442049@qq.com
- 网址 : http://www.czwfgg6.com
- 地址 : 盐山县城南开发区
产品资讯
PE-RTII型预制直埋保温管输送温度:
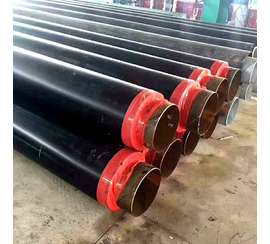
PE-RTII型预制直埋保温管又称“PE-RTII型保温复合塑料管”,是由高密度聚乙烯外保护层、聚氨酯硬质泡沫管和耐热聚乙烯(PE—RTII)管材组成。
PE-RT II型预制直埋保温管具有优良的性能被用于城镇集中供热二次管网管道系统,其结构由外保护层、保温层、工作管三部分组成。
外保护层材料为高密度聚乙烯;保温层采用硬质聚氨酯泡沫塑料;供热pert二代保温管工作管采用耐热聚乙烯(PE-RT II)管道耐低、高温达—40至110°C。
PE—RTII工作管能长期输送95°以下热水且具有耐腐蚀、使用寿命长达50年、保温效果好等特点。
.jpg "PE-RTII型预制直埋保温管")
pert预制直埋保温管电熔焊接工艺操作步骤:
一、焊接前准备
1、测量电源电压,确认焊机工作时的电压符合要求。
2、清洁电源输出接头,保证良好的导电性。
二、管材截取
管材的端面应垂直轴线,其误差<5mm。
三、焊接面清理
测量电熔管材的长度或者中心线,在焊接的管材表面上划线标识将划线区域内的焊接面刮削0、1~0、2mm厚,以去除氧化层。
四、管材与管件承插
在管材上重新划线,位置距端面为1/2管件长度。将清洁的电熔管件与需要焊接的管材承插,保持管件外侧边缘与标记线平齐。安装电熔夹具,不得使电熔管件承受外力,管材与管件的不同轴度应当小于2%。
五、输出接头连接焊机输出端与管件接线柱牢固连接,不得虚接。
六、焊接模式设定按焊机说明书要求,将焊机调整到“自动”或“手动”模式。
七、焊接数据的输入按自动或者手动方式输入焊接数据。
八、焊接
1、启动焊接开关,开始计时;
2、手动模式下焊接参数应当按管件产品说明书确定。
九、自然冷却:冷却时间应当按管件产品说明书确定,冷却过程中不得向焊接件施加任何外力,完成冷却后,拆卸夹具。
PE-RT II型热力管发展过程:
PE-RT国标制定时参考了ISO的《冷热水用耐热聚乙烯(PE—RT)管道系统》等国际标准和奥地利国家标准的相关部分,并考虑了国内的生产实际情况和技术能力,因此具有一定的先进性。新标准的实施,对于行业的质量要求和健康发展有积极作用。
近年来,我国PE—RT管道在建筑内冷热水管道领域的应用发展很快,原材料也有了进一步的发展。
2002年,行业标准《冷热水用耐热聚乙烯(PE—RT)管道系统》发布,但是由于当时行业标准参照的是德国标准《耐热聚乙烯(PE—RT)管道—一般质量要求》和《耐热聚乙烯(PE—RT)管道—尺寸》,这两个标准都是基于I型PE—RT材料的性能指标
随着材料的发展,II型PE—RT材料的性能指标已经远远高于第一代材料,国际标准 ISO22391《冷热水用耐热聚乙烯(PE—RT)管道系统》也已经完成修订更新,增加了II型PE—RT管道的要求。
上一篇: 外聚乙烯pert保温管
下一篇: 排水供热pert二代保温管产品性能优势
相关新闻
- 聚氨酯发泡保温无缝钢管的标准规格 10-31
- 高密度聚氨酯发泡保温钢管标准规范 10-31
- 聚氨酯保温钢管生产厂家价格的选择和关注点 10-28
- 聚氨酯保温钢管生产厂家报价 10-28
- 热力聚氨酯保温钢管让城市能源管道更加高效安全 10-25
- 热力管道直埋聚氨酯保温钢管保障城市能源供应的重要手段 10-25
- 聚氨酯保温直缝钢管的相关参数介绍 10-22
- 热力聚氨酯直埋保温管道推动环保建设 10-19
- 供暖专用聚氨酯保温钢管的广泛应用 10-19
- 什么是预制直埋聚氨酯保温钢管 10-16