


最新发布









最新编辑
联系我们
- 联系人 : 吴英云
- 手机 : 153-8317-7997
- 联系人 : 刘阳
- 手机 : 136-3337-5200
- 邮箱 : 1398442049@qq.com
- 网址 : http://www.czwfgg6.com
- 地址 : 盐山县城南开发区
新闻动态
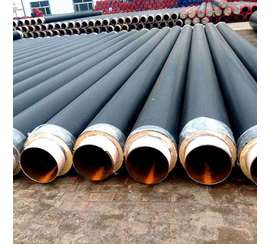
保温层(聚氨酯保温管道)技术要求:
01、保温层任意位置的泡沫密度不应小于60kg/m°
02、保温管保温层厚度应保证外护管在-50°C~+50C温度范围内正常使用。最小厚度不应小于50mmn。钢管两端头应留出150mm~250mm裸露的非保温区以备焊接。
03、保温层泡沫径向压缩强度或径向相对形变的压缩应力不应小于10%。
04、在常压沸水中浸泡90min后,泡沫的吸水率不应大于10%。
05、未进行老化的泡沫保温层50°C状态下导热系数。
06、保温管发泡前后,外护管任一位置同一截面的外径增大率不应大于2%。
07、泡孔应均匀细密。沿径向测量的泡孔平均尺寸不应大于0. 5mm,试验时泡沫的闭孔率不应小于88%。
08、正常使用的保温管寿命,在120°C下连续工作至少30年,外护管不应有可见裂纹。

聚氨酯预制直埋保温管执行标准:
GB/29047-2012《高密度聚Z烯外护管硬质聚氨酯泡沫塑料预制直埋保温管及管件》;
聚氨酯保温具体要求
01、发泡技术要求:
密度:Kg/m3: 60
导热系数:w/ (m.k) :≤0. 033 (50°C)
闭孔率:%:≥88
径向压缩强度:Mpa:≥0. 3
02、保冷管路外径:
> φ 400mm( φ 108mm管道) ;
> φ350mm(φ89mm管道);
> φ330mm(φ76mm管道);
> φ 300mm( φ57mm管道);
> φ 280mm( φ45mm管道) ;
> φ 250mm( φ38mm管道);
> φ 220mm( φ 32mm管道)。
聚氨酯保温管施工工艺?
制作工艺:先生产出高密度聚乙烯外护层,然后在聚乙烯外护层与钢管之间的空隙再浇注聚氨酯硬质泡沫塑料保温层的制作工艺就是我们常说的“两步法”
制作流程:钢管除锈----聚氨酯发泡---成形----成品检测----入库
预制直埋聚氨酯保温管工艺特点:
1.1、除锈
1.2、穿管及支架捆扎:
A、按芯管和保温层选定的HDPE外护管(产品符合设计要求或CJ/T114-2000标准)→穿管机V型槽。
B、除锈处理后的钢管→输管机→穿管机托辊输送段→分段捆扎支架(1.5米/段)→将捆扎好支架芯管穿入V型槽上的HDPE外护管内直至芯管两端裸露部分均为15 cm或20 cm。
C、将符合芯管直径和保温层厚度的卡头(内涨或外卡)封堵在管道两端并将其锁紧(拉紧)。
注:支架的结构、高度、材质、捆扎方式、抗压强度应根据芯管直径和设计要求选取。
1.3、聚氨酯浇注:
调整高压发泡机的混合比为1: 1. 05→测定设备流量→设定浇注时间(投料量/流量)。在穿管完毕管道两端封堵后的HDPE外护管中间正上位置开浇注孔→将高压发泡机混合头的浇注嘴插入浇注孔→浇注→料空塞封堵浇注孔→熟化→拆卸卡头→检验→修正投料量→成品。
下一篇: 硬质聚氨酯保温管的应用
相关新闻
- 聚氨酯发泡保温螺旋钢管型号简介 10-30
- 国标大口径聚氨酯保温钢管生产厂家 10-30
- 直埋聚氨酯保温钢管的特点有哪些 10-27
- 直埋保温管道_供暖聚氨酯地埋式保温钢管_国标聚氨酯保温钢管厂家 10-27
- 供热用聚氨酯保温钢管 10-24
- 供热聚氨酯保温钢管 10-24
- 国标聚氨酯保温钢管出厂价的影响因素和趋势分析 10-21
- 预制直埋聚氨酯保温钢管施工注意事项 10-21
- 地埋聚氨酯保温钢管施工方案 10-18
- 直埋聚氨酯保温钢管主要用在哪些领域? 10-18